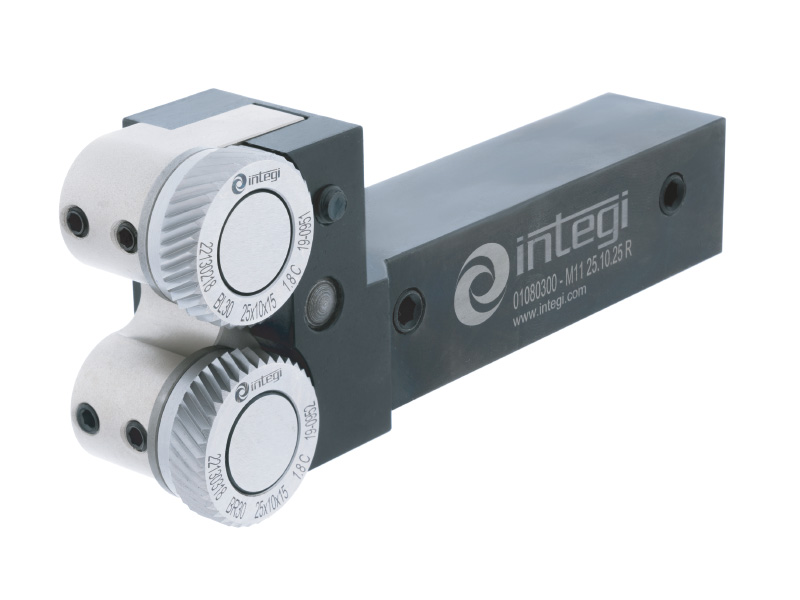
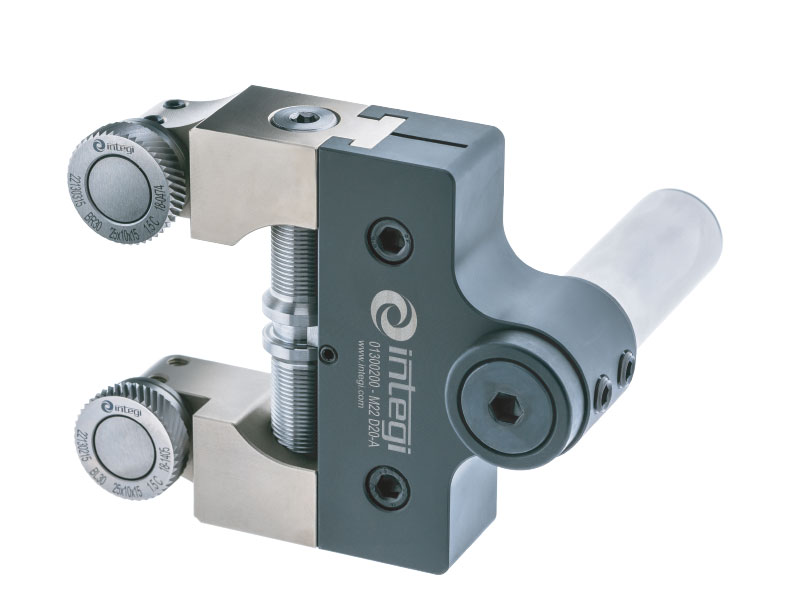
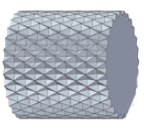
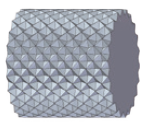
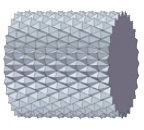
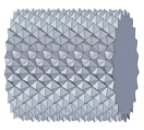
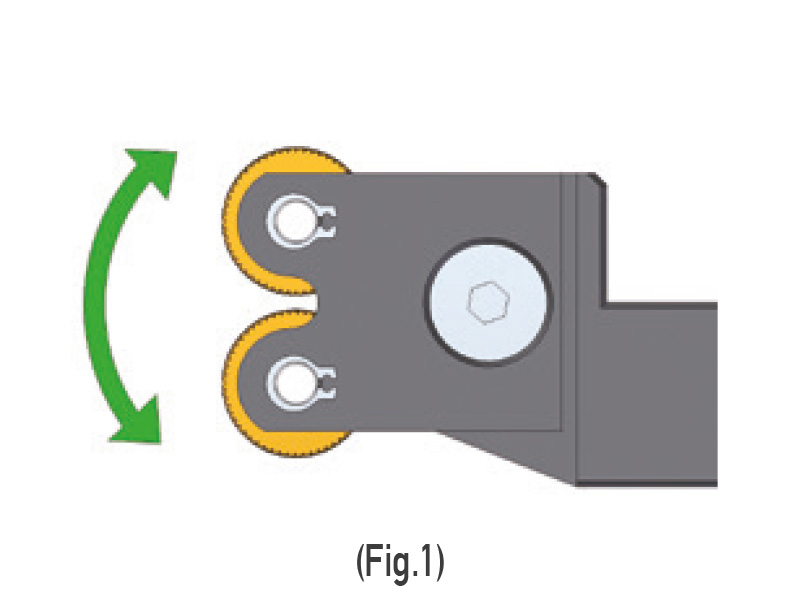
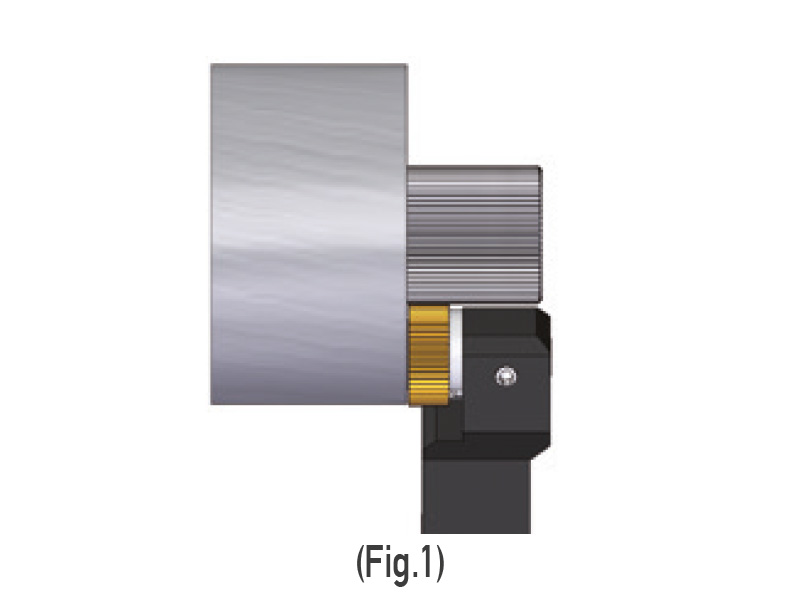
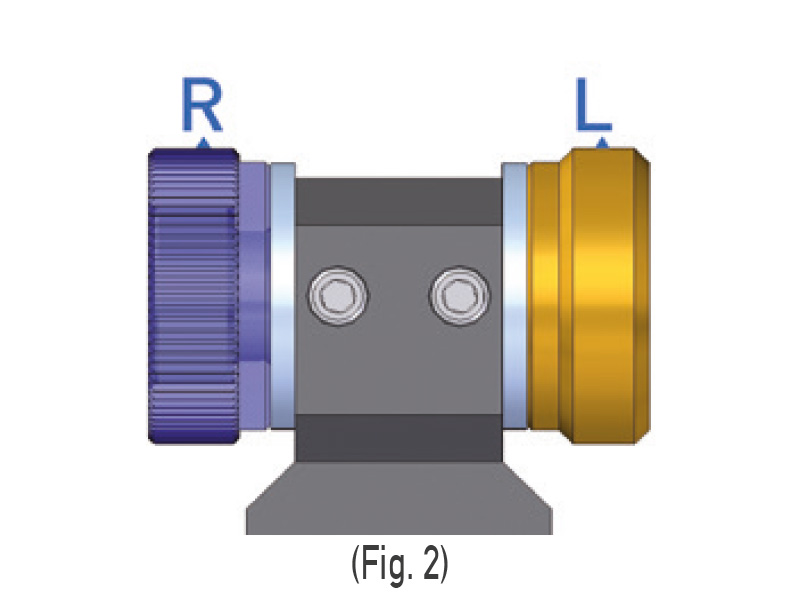
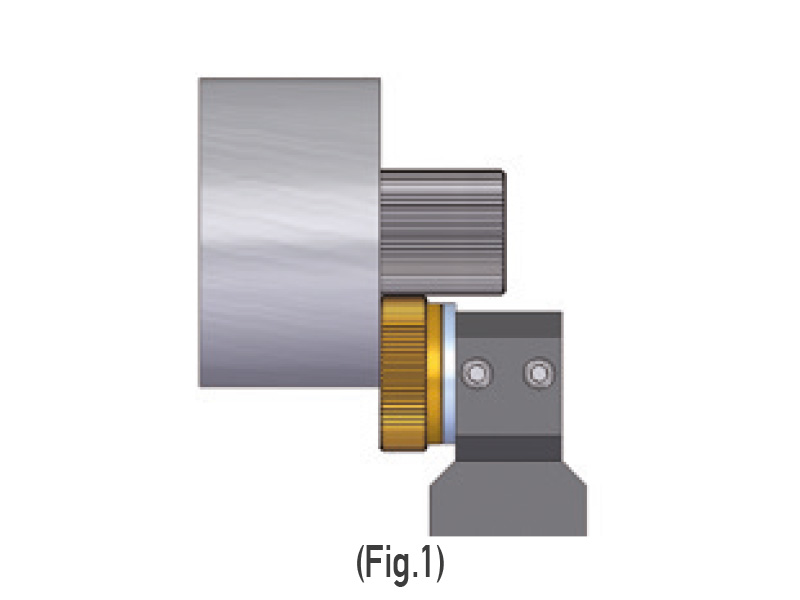
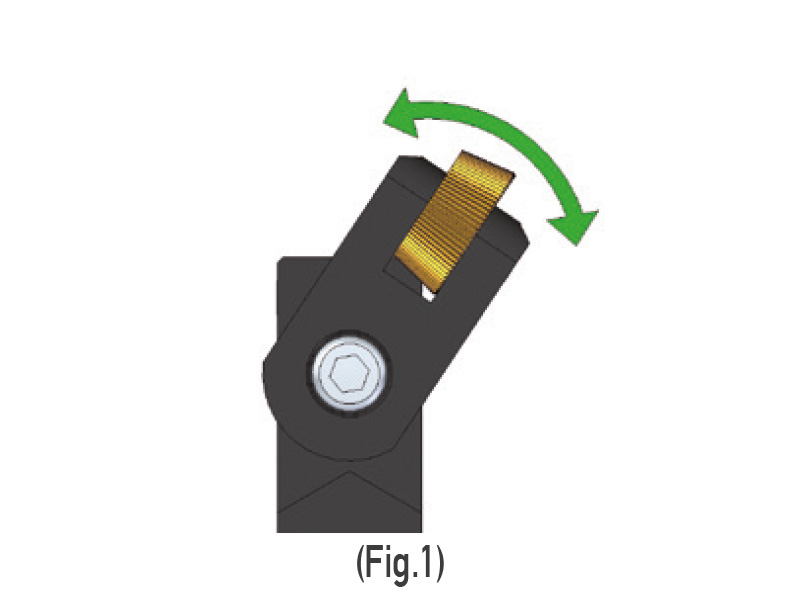
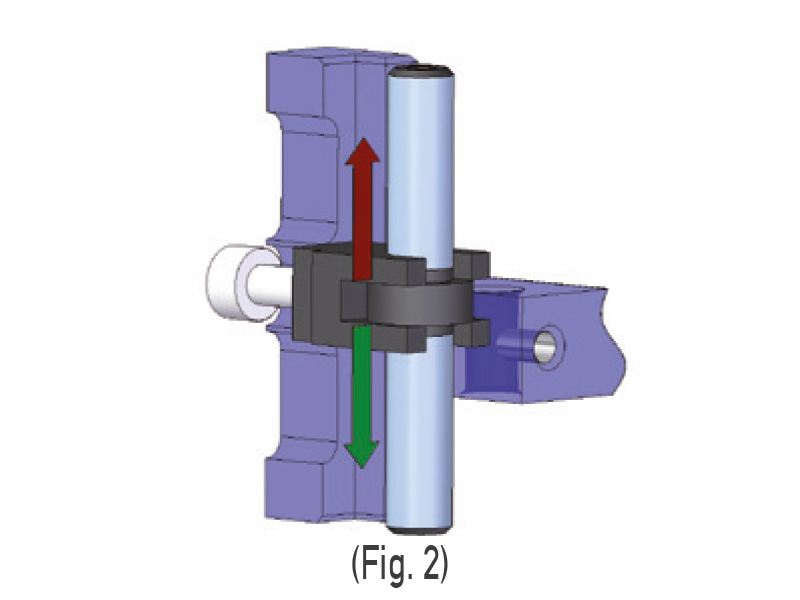
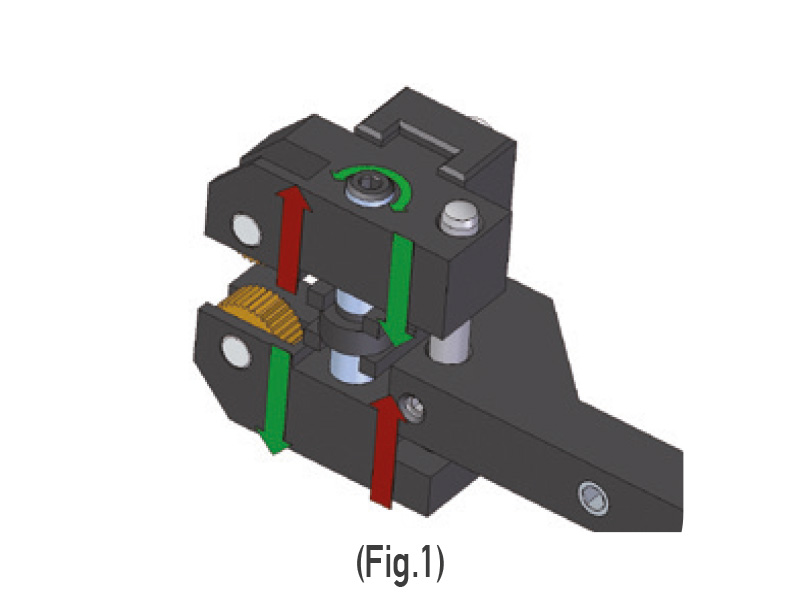
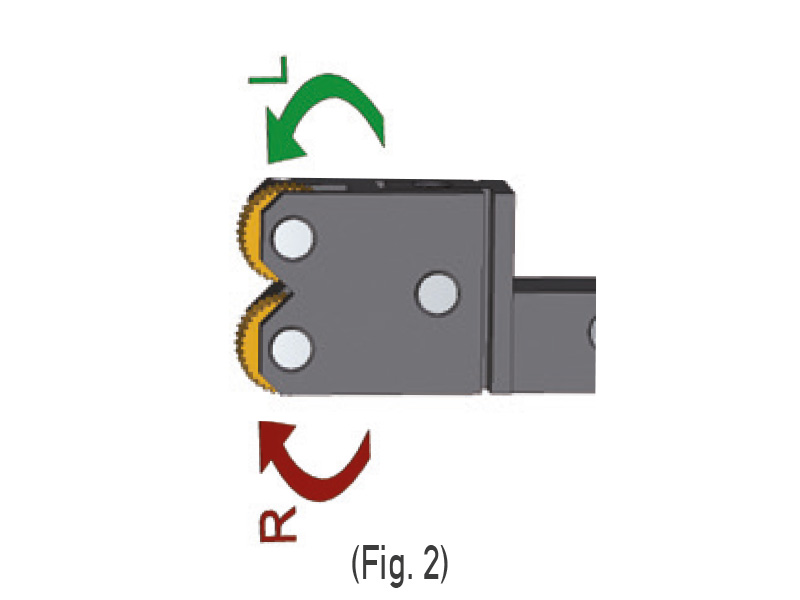
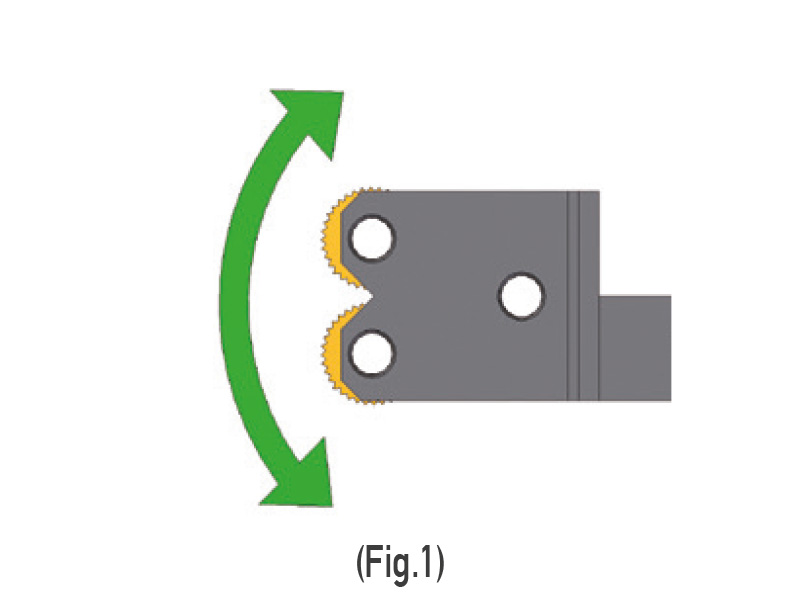
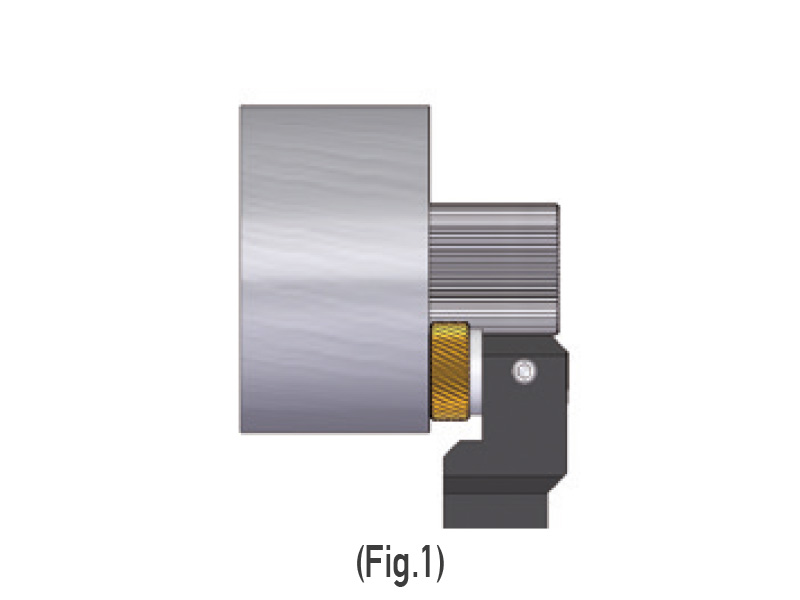
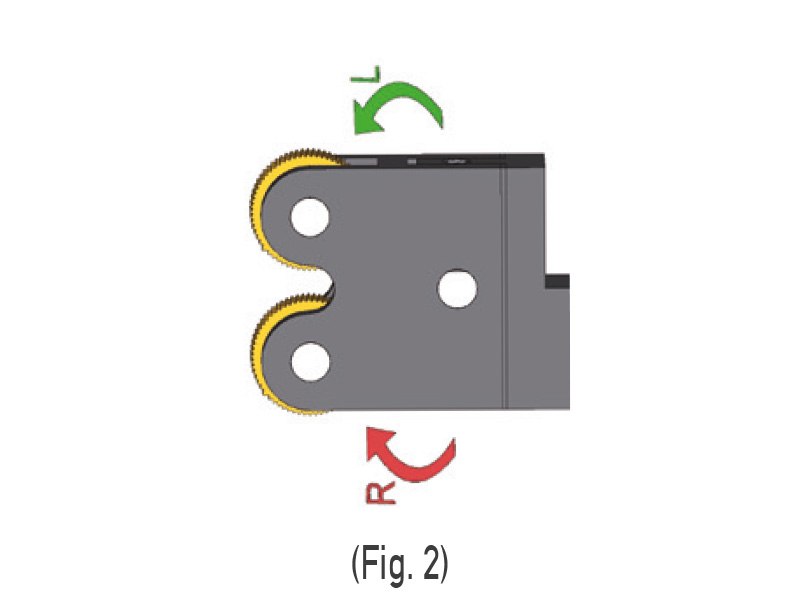
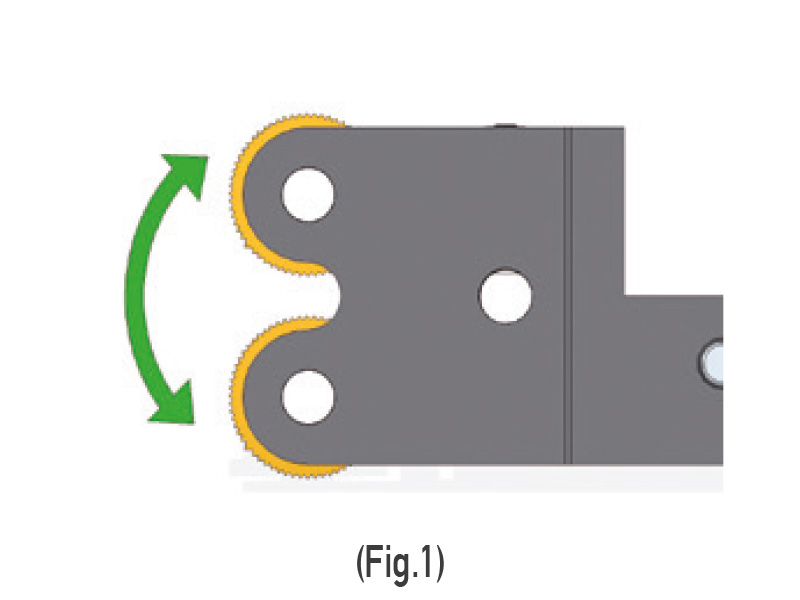
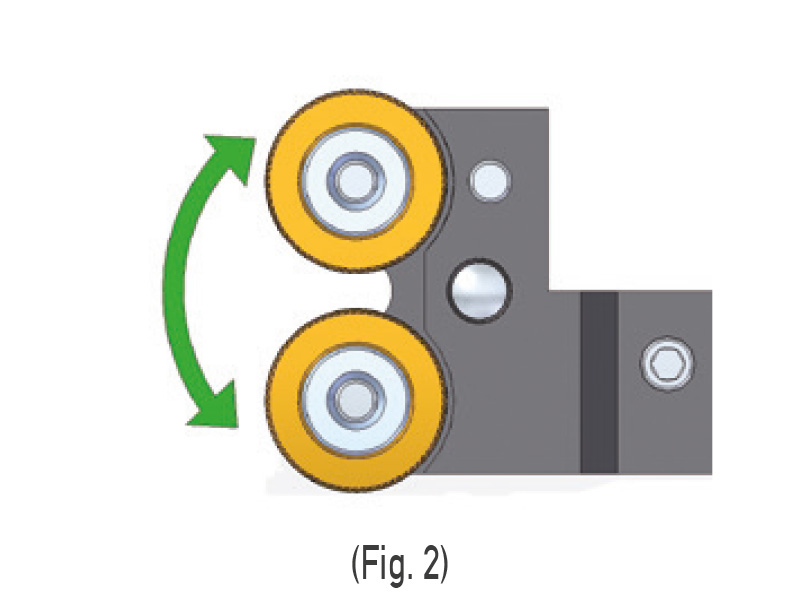
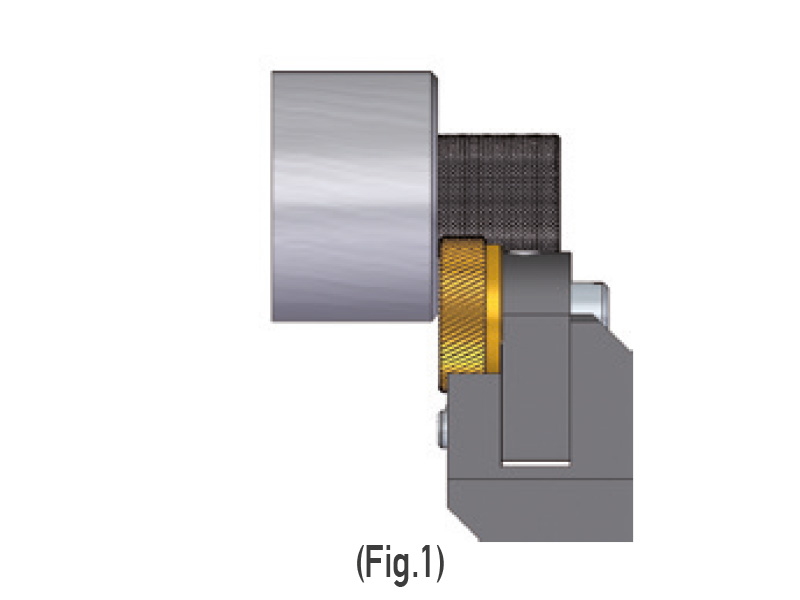
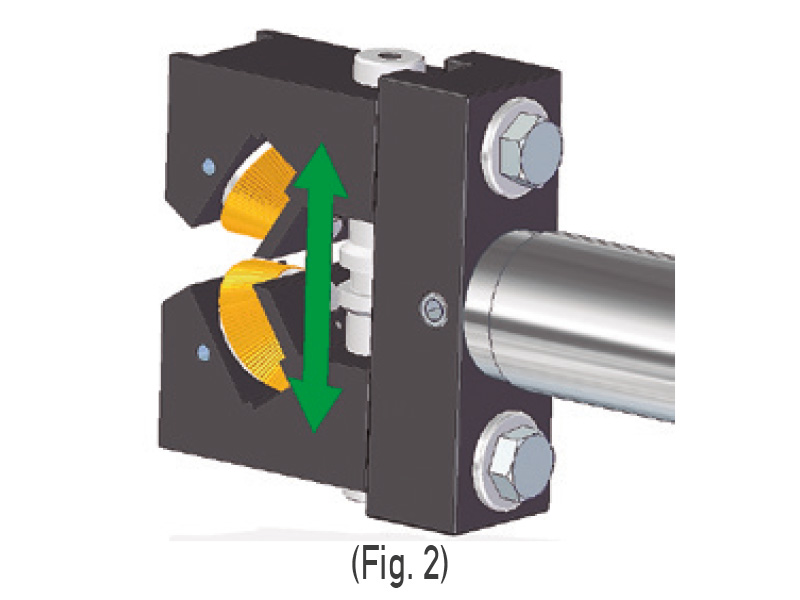
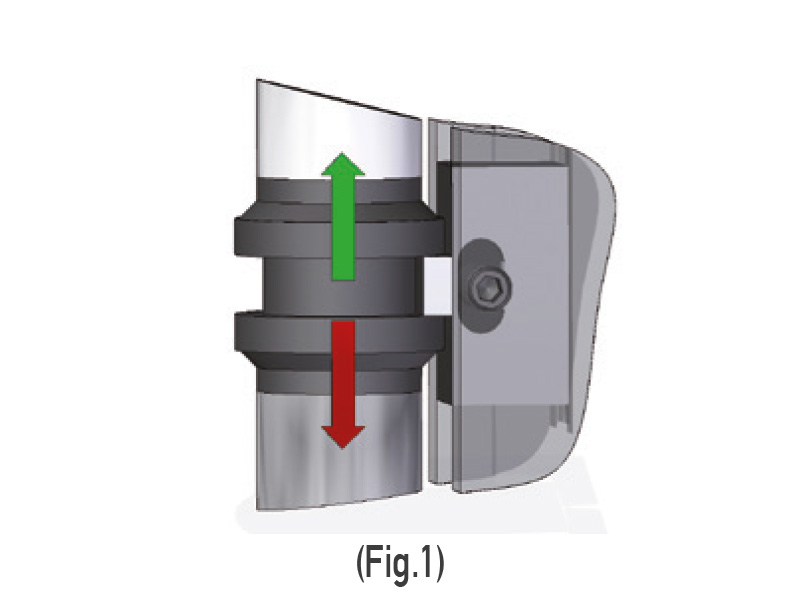
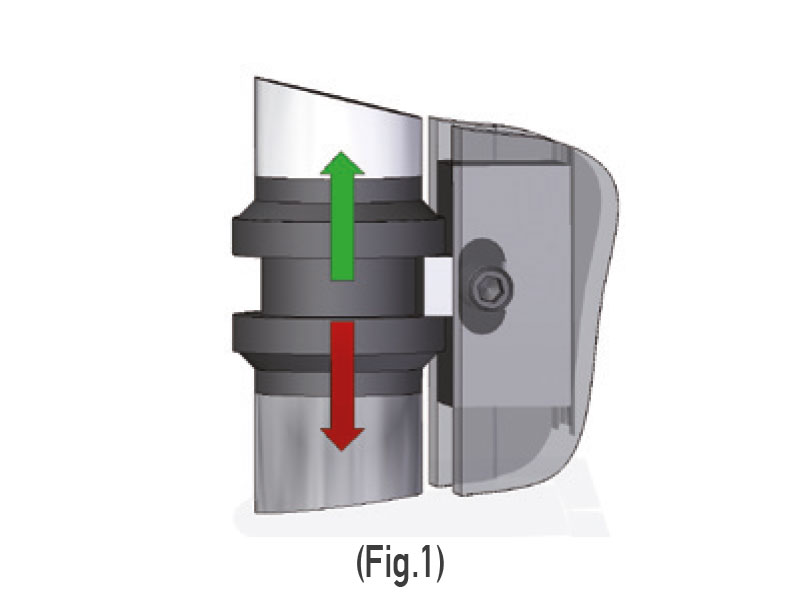
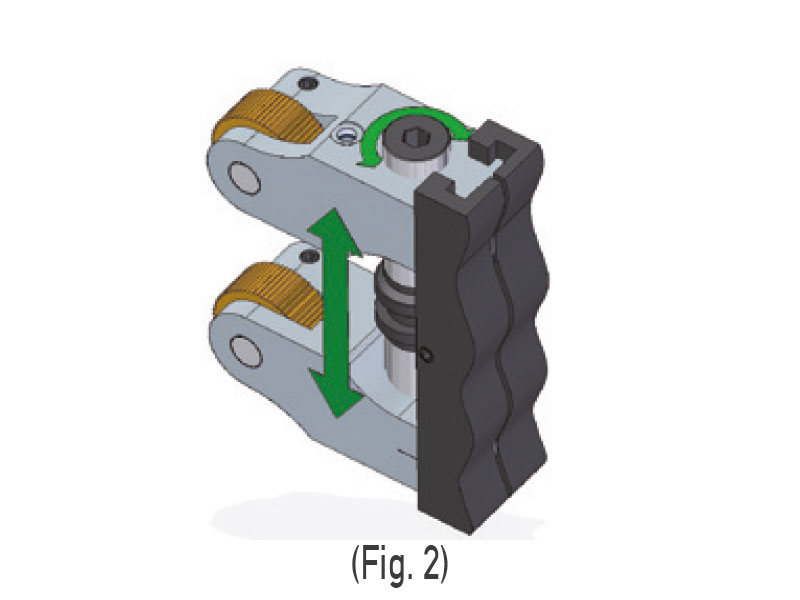
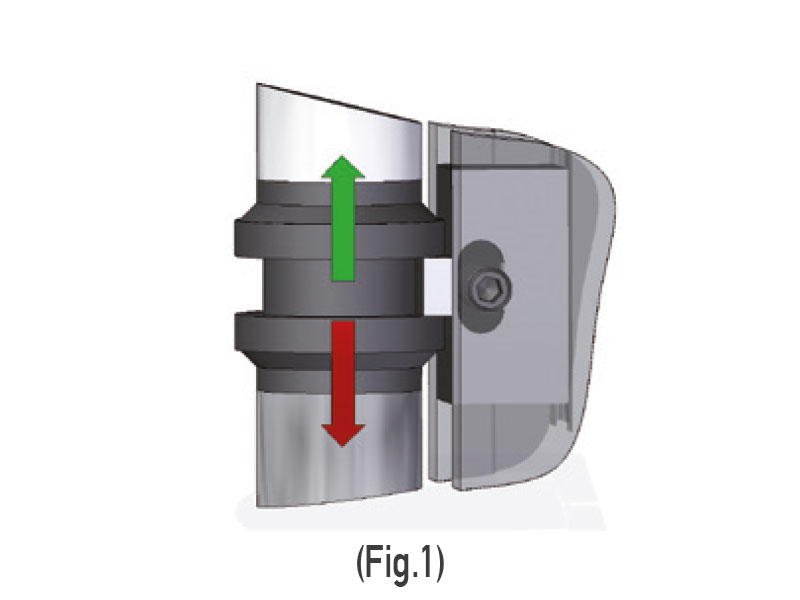
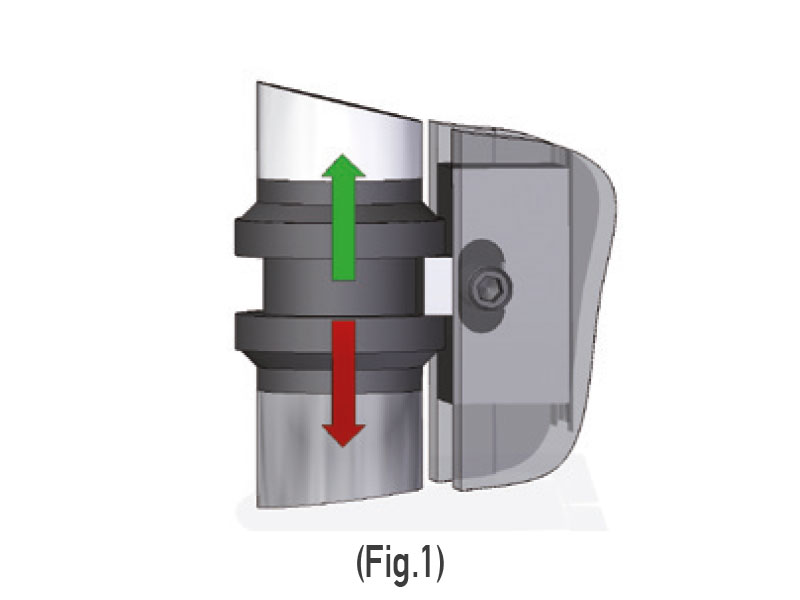
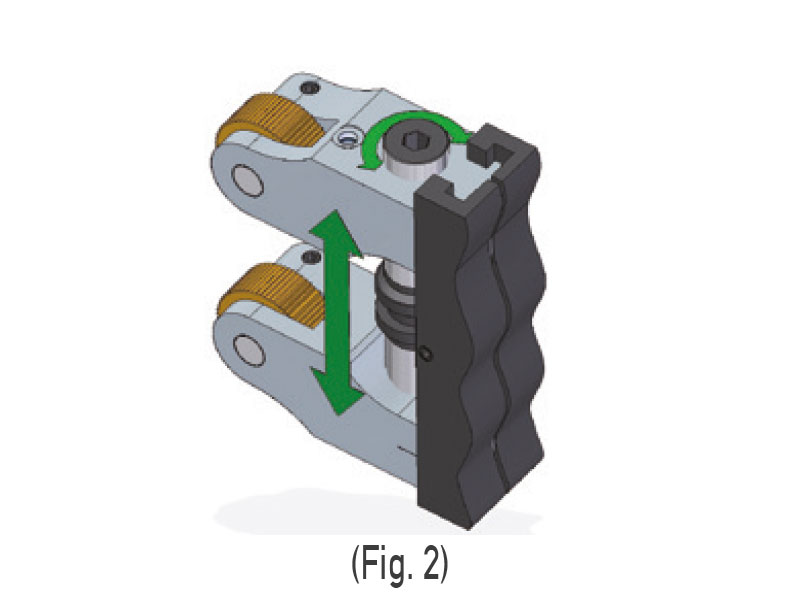
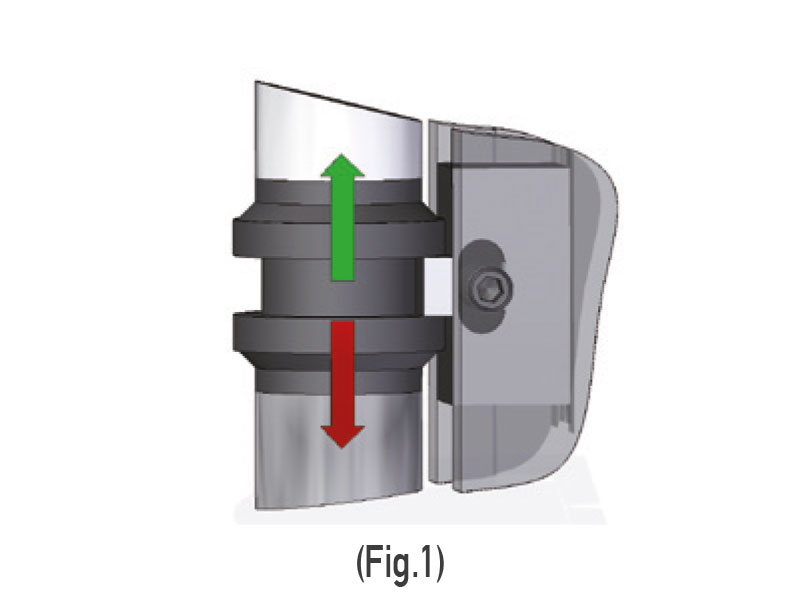
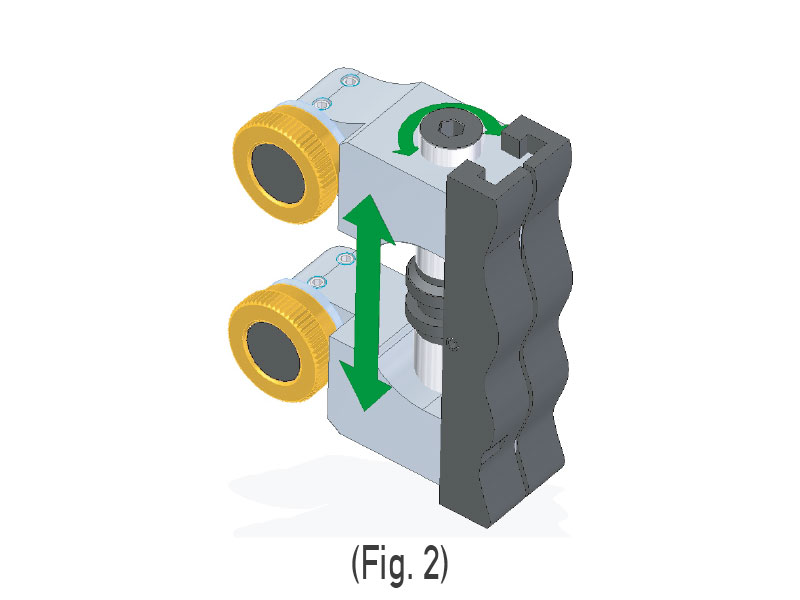
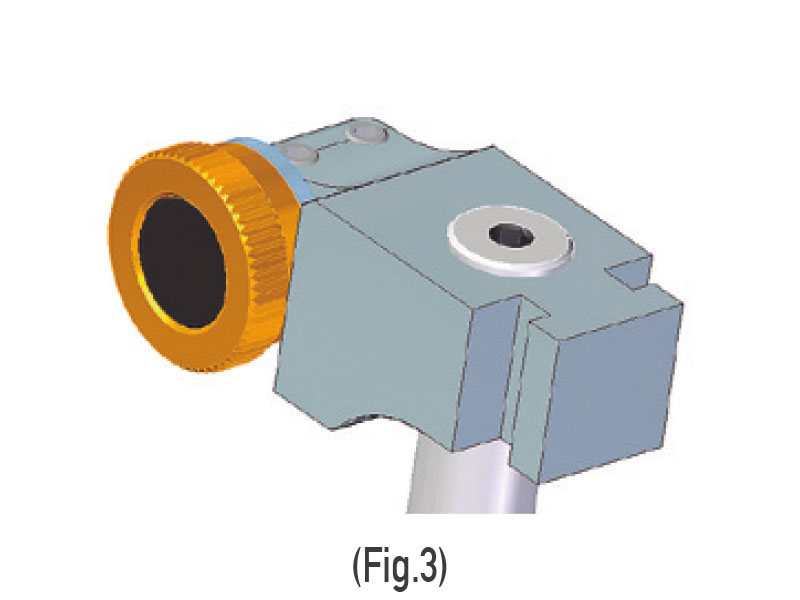
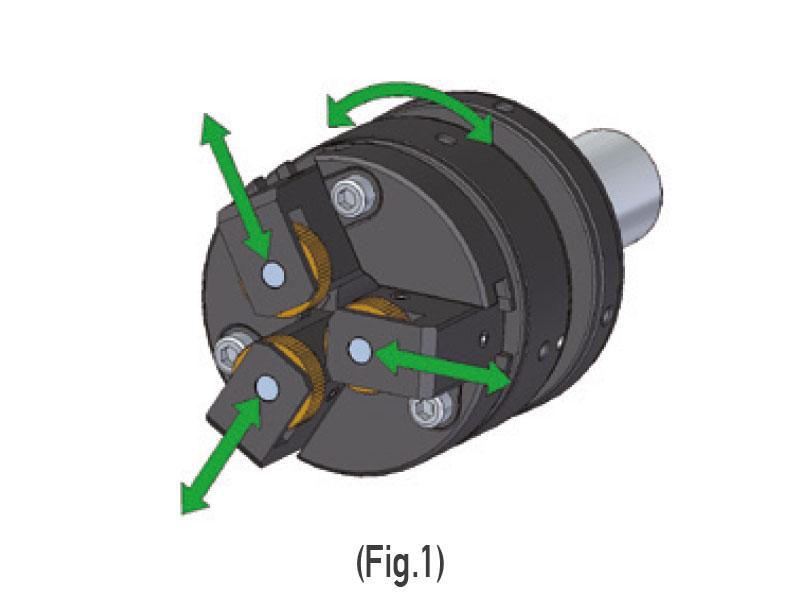
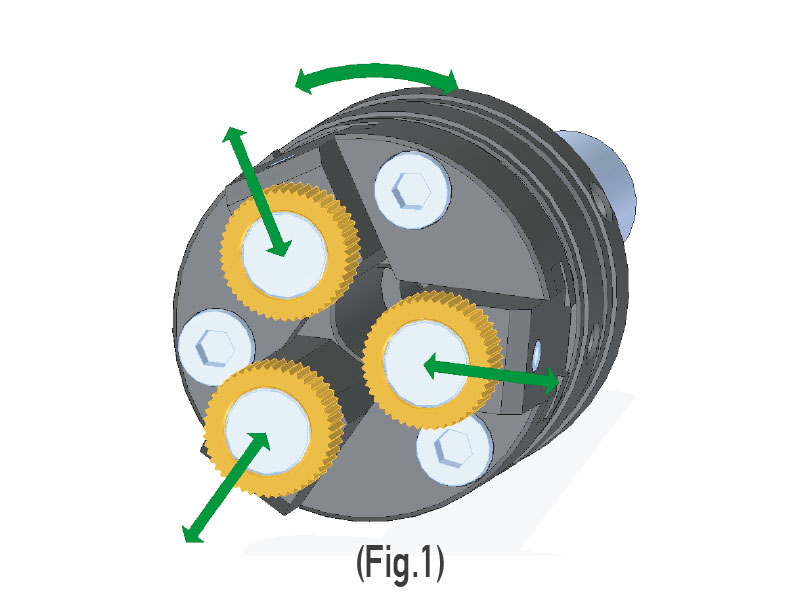
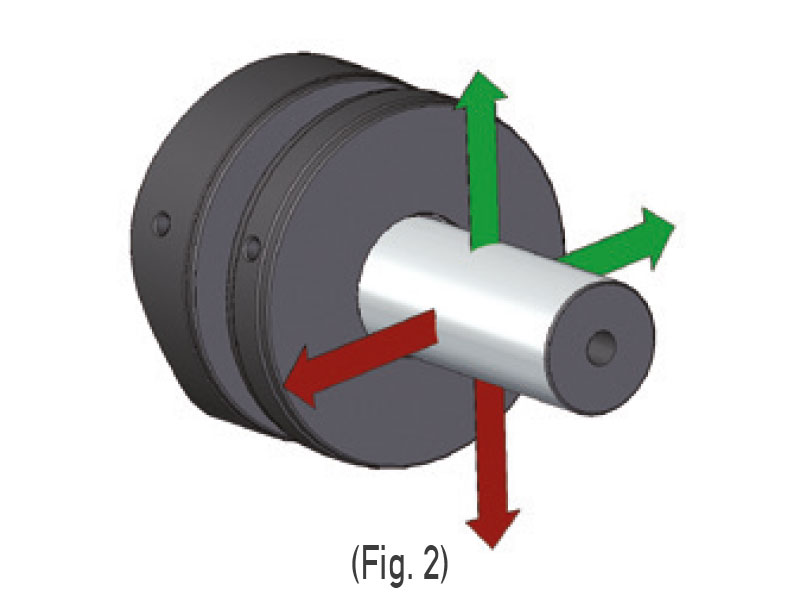
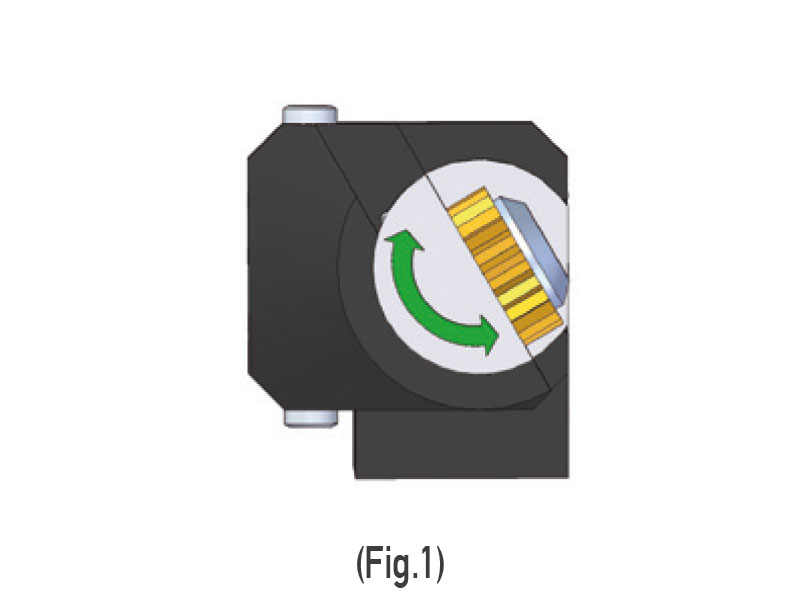
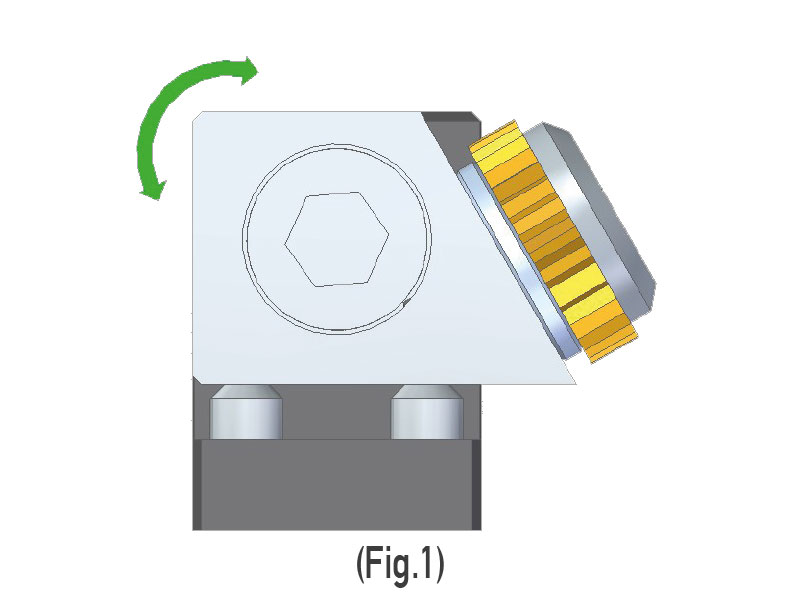
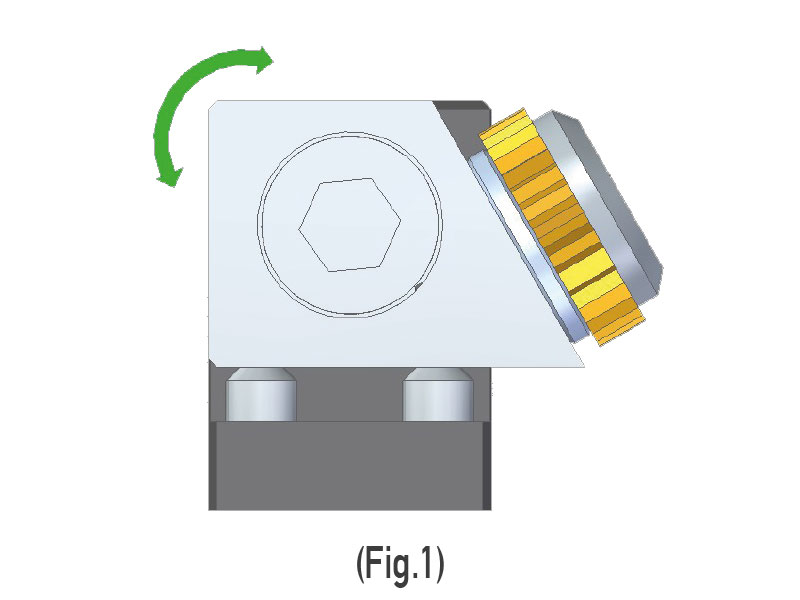
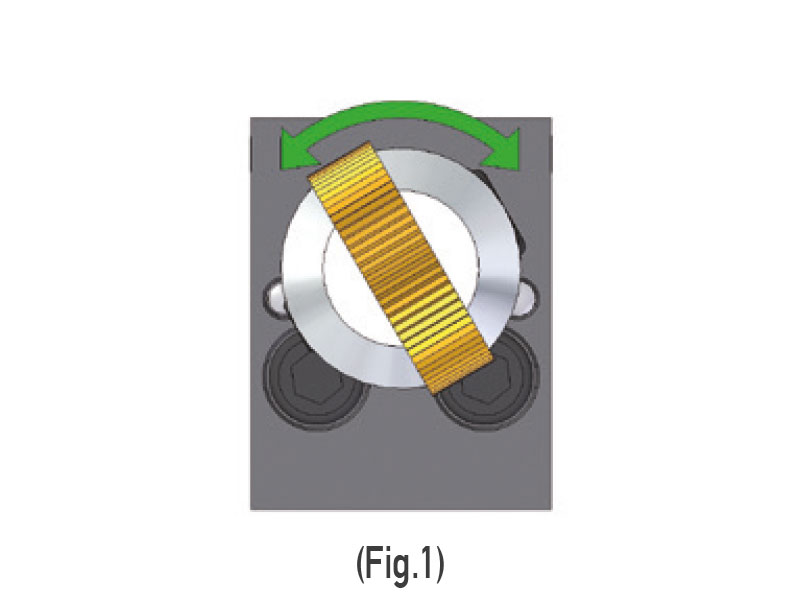
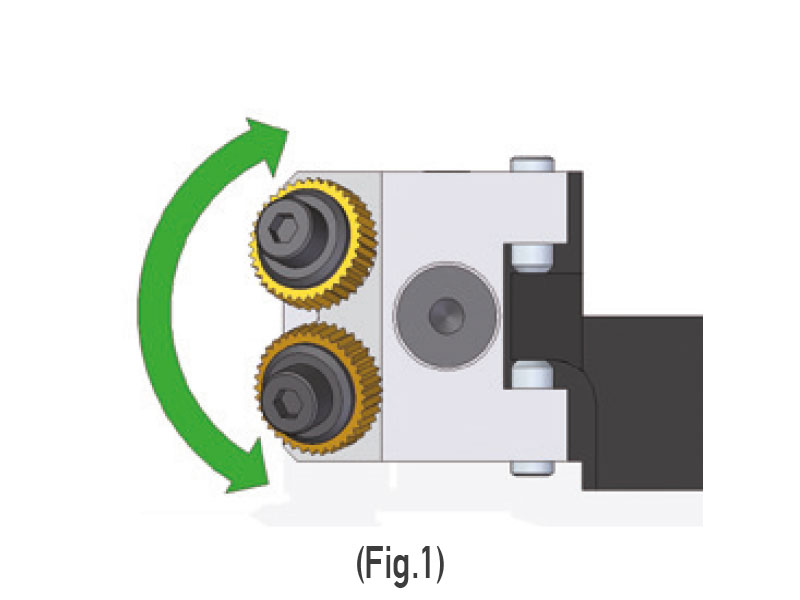
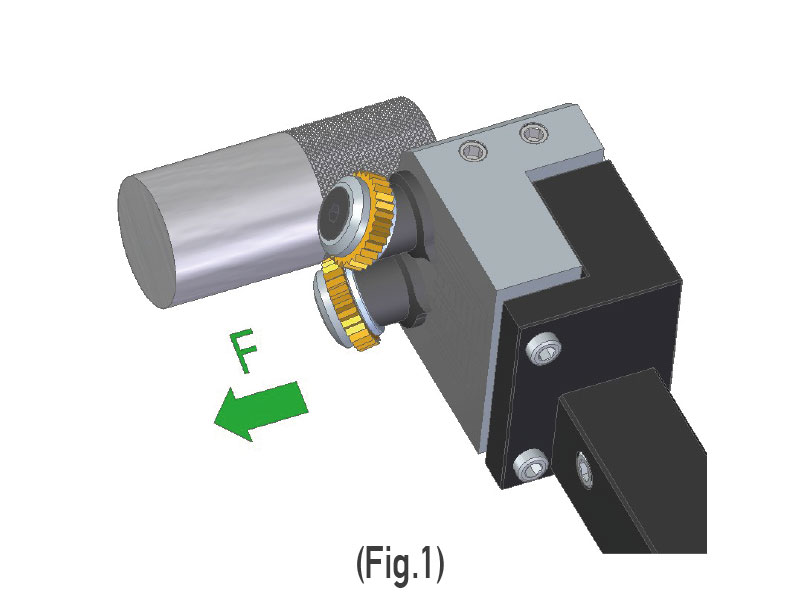
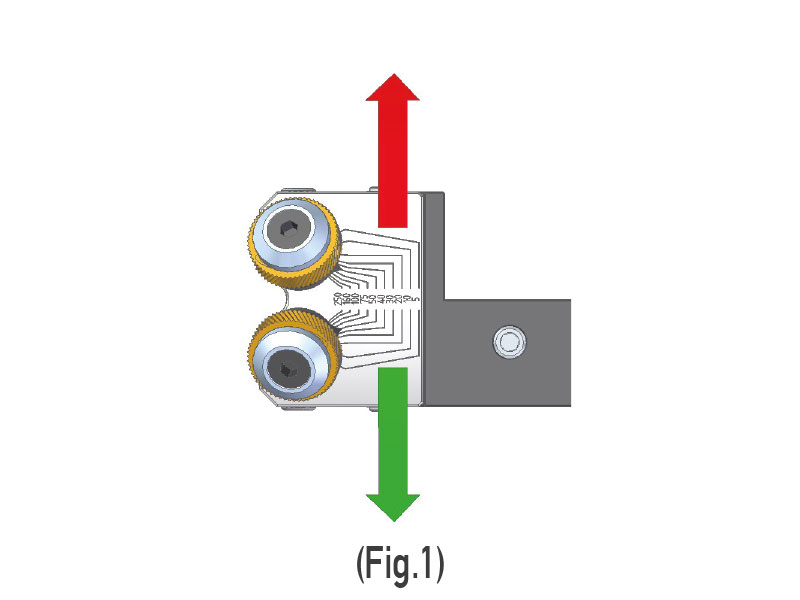
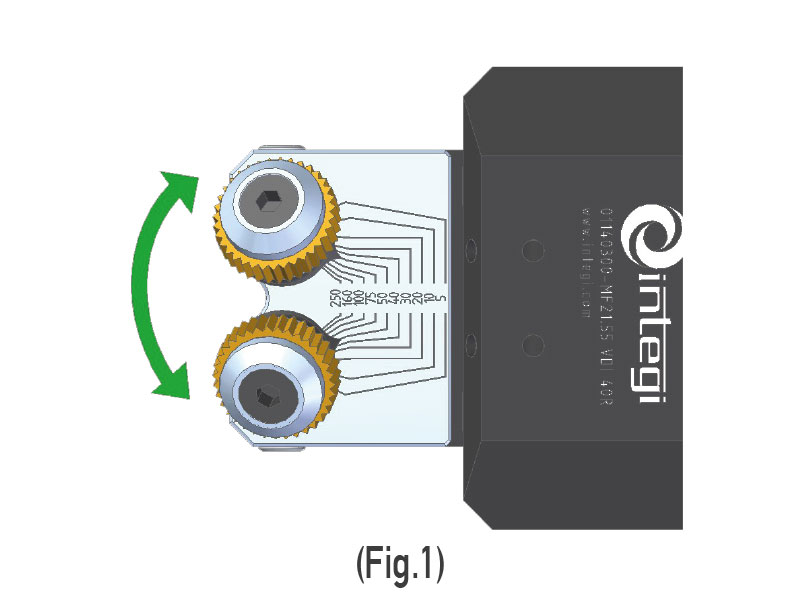
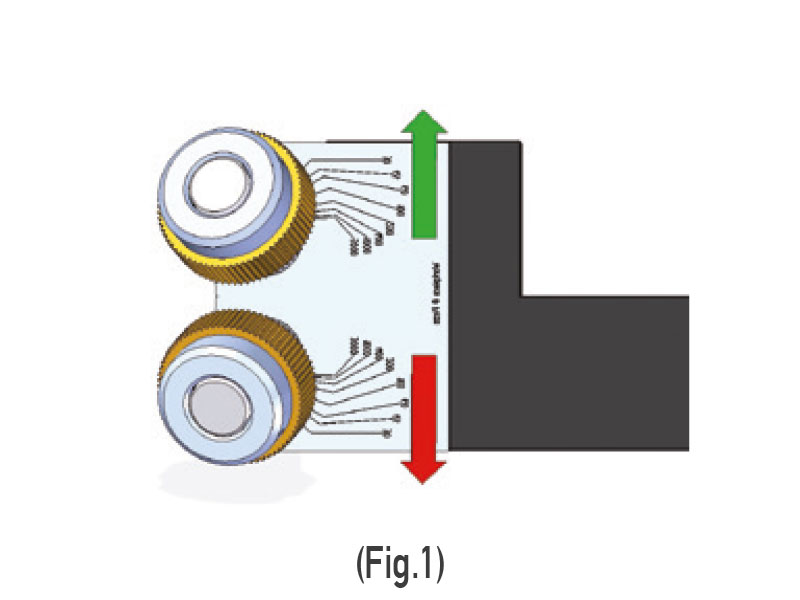
Wtih these type of tools , the marks on the workpiece are generated by deformation of the material, where the knurling wheels pressure the workpiece while it rotates. in the lathe. This process doesn’t involve material removal, and therefore, there is no generation chips.